




Case Details
Project Overview
The Hulunbuir Coal Chemical Project, with a processing capacity of 30,000 m³/d, began using KeenSen membrane products in 2018. Product models include BW-8040FR, BW-8040XLFR, and SW-8040MR, used in workshop desalted water systems, reclaimed water systems, concentrated brine systems, and zero-discharge high-pressure reverse osmosis systems, respectively. The excellent performance of KeenSen reverse osmosis membrane elements has reduced the frequency of chemical cleaning, saving operating costs, and the good price-performance ratio has received customer praise.
Treatment Process
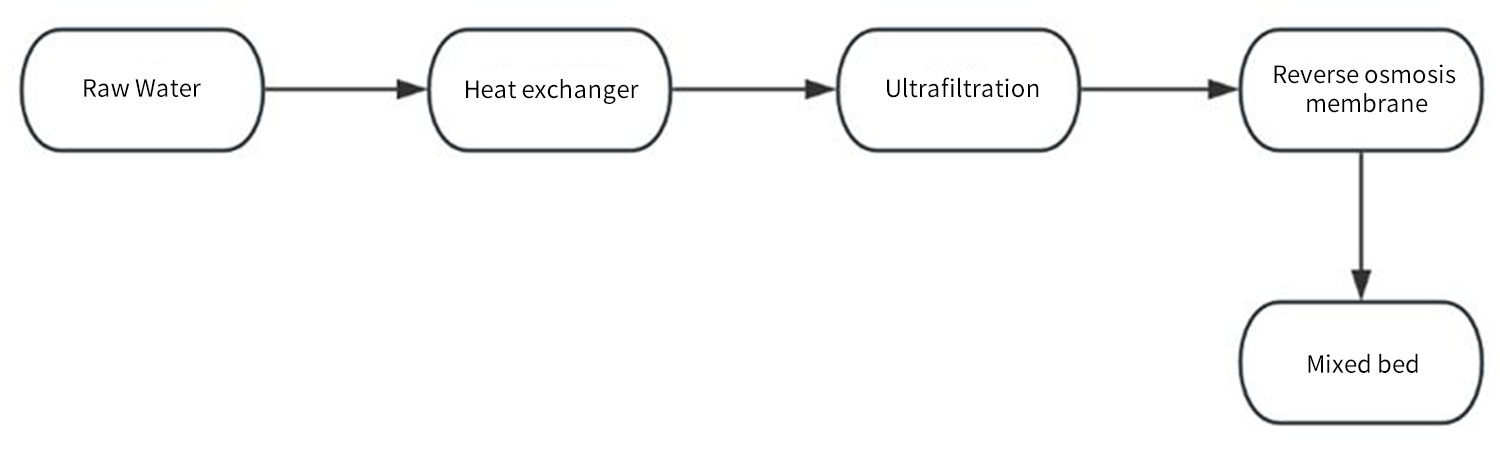
Project Information
| Model |
Design Flux LMH |
Recovery Rate % |
Operating Pressure MPa |
Rejection Rate % |
Arrangement (Quantity) |
| BW-8040XLFR | 19.20 | 75 | 0.7-1.2 | 98.3 |
14:7 Six-core installation |

No.370 Minghu Road,Xiangjiang New Area,Changsha,Hunan,China 410221






Scan the QR code to follow the WeChat official account